

車床件加工順序的安排原則
發布時間:2018-07-05 14:35:00 瀏覽:106次 責任編輯:華石機械
床件加工順序的安排原則
1、車床先粗后精原則:各個表面的加工順序按照粗加工葉半精加工_精加工_精密加工的順序依次進行,逐步提高表面的加工精度和減小表面粗糙度值。
2、車床基準面先行原則:用作精基準的表面應優先加工出來,因為定位基準的表面越精確,裝夾誤差就越小。車床由于倒40外圓是同軸度的基準,所以應首先加工該表面,再加工其他表面。
3、車床先主后次原則:零件的主要工作表面、裝配基面應先加工,從而能及早發現毛坯中主要表面可能出現的缺陷。車床次要表面可穿插進行,放在主要加工表面加工到一定程度后、最終精加工之前進行。
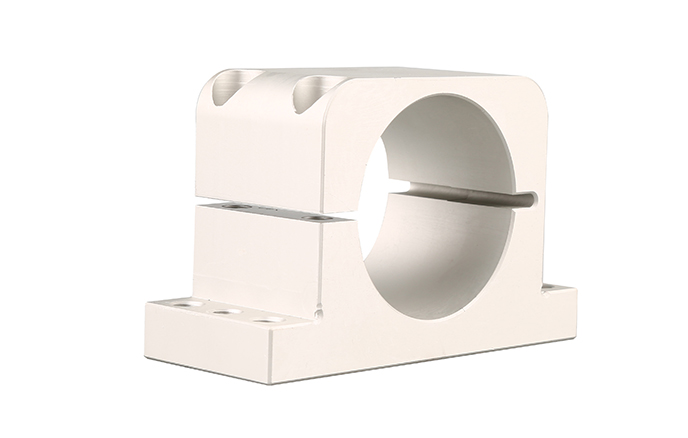
4、車床先近后遠原則:通常情況下,工件裝夾后,離刀架近的部位先加工,離刀架遠的部位后加工,以便縮短刀具移動距離,減少空行程時間,而且還有利于保持坯件或半成品的剮性,改善其切削條件。車床零件內孔,應先加工內圓錐孔,再加工φ30mm內孔,最后加工φ20mm內孔。
加工的關鍵技術:
車床件精密加工的關鍵技術車床件機床系統總體綜合設計技術。常規機床設計與制造,各環節技術上都有很大寬容度。超精密機床各環節基本都處于一種技術極限或臨界應用狀態,哪個環節稍考慮或處理不周,就會導致整體失敗。因此,設計上需對機床系統整體和各部分技術有著非常全面、深刻的了解。需依可行性,從整體最優出發,極其周詳地進行關聯綜合設計。高剛性、高穩定機床本體結構設計、制造技術。特別是LODTM機床,由于機身大、自身重,承載工件重量變化大,任何微小的變形都會影響加工精度。結構設計除從材料、結構形式、工藝方面達到要求,還須兼顧機床運行時的可操作性。
車床件超精密工件主軸技術。中、小型機床常采用空氣靜壓主軸方案。空氣靜壓主軸阻尼小,適合高速回轉加工應用,但承載能力較小。空氣靜壓主軸回轉精度可達0.05μm。LODTM機床主軸承載工件尺寸、重量大,一般宜采用液體靜壓主軸。液體靜壓主軸阻尼大、抗振性好、承載力大,但液體靜壓主軸高速發熱大,需采取液體冷卻恒溫措施。液體靜壓主軸回轉精度可達0.1μm。為了保證主軸精度和穩定性,無論氣壓源、或液壓源都需恒溫、過濾和壓力精密控制處理。
車床件高精度氣、液、溫度、振動等工作環境控制技術。機床隔振及水平姿態控制。振動對超精密加工的影響非常明顯,遠駛的汽車都有影響。機床隔振需采取特殊的地基處理和機床本體氣浮隔振復合措施。機床體氣浮隔振系統還需具備自動調平功能,以防止機床加工中水平狀態變化對加工的影響。對于LODTM隔振要求高的機床,隔振系統的自然頻率要求在1HZ以下。


 在線客服
在線客服